The Europe, Middle East, and Africa (EMEA) region represents one of the most diverse and demanding markets for industrial filtration. From the strict environmental mandates of the European Union to the massive infrastructure projects in Sub-Saharan Africa and the water-intensive energy sectors of the Middle East, the need for customized, high-reliability filtration systems is paramount.
Standardized solutions often fall short in complex industrial environments. Our OEM (Original Equipment Manufacturer) approach focuses on precision engineering, ensuring that every filter cloth, plate, and press machine is optimized for the specific chemical composition, temperature, and pressure requirements of the local application.
By leveraging Chinese manufacturing prowess, EMEA enterprises gain a dual advantage: cutting-edge R&D capabilities and significant cost-performance ratios. This synergy allows for the deployment of advanced membrane filtration and automated dewatering systems that were previously cost-prohibitive.
In the current global supply chain landscape, China has transitioned from a volume-based manufacturer to a center of high-tech industrial excellence. For the EMEA filtration sector, this shift offers unprecedented opportunities in Information Gain and process optimization.
"Modern filtration is no longer just about separation; it's about resource recovery and circular economy integration. Our systems are designed to maximize the reclamation of valuable solids and high-purity filtrates, directly contributing to our clients' ESG (Environmental, Social, and Governance) goals."
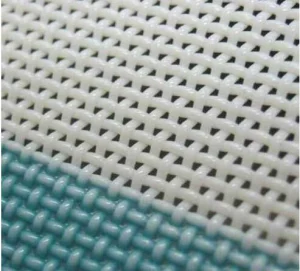
Our 50,000 square meter facility in Changzhou ensures a vertical integration of the supply chain. From raw polypropylene sourcing for filter plates to the precision weaving of monofilament polyester cloths, we control every variable. This minimizes lead times for EMEA clients who cannot afford downtime in critical municipal or mining operations.
With over 30 senior engineers, our R&D hub specializes in User Intent Mining. We don't just sell equipment; we analyze the "search intent" of the engineering challenge—whether it's high-salt coal chemical wastewater or precision food processing—to deliver a tailored hydraulic or membrane solution.
Navigating the regulatory landscape of EMEA requires rigorous adherence to standards (ISO, CE). Our quality inspection center ensures that every unit shipped meets or exceeds international safety and performance benchmarks, providing the Trustworthiness essential to E-E-A-T principles.
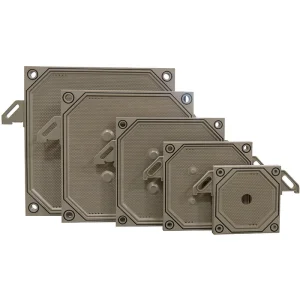
The trend across EMEA is the integration of IoT and AI in wastewater management. Automated chamber filter presses are now equipped with sensors for real-time cake moisture monitoring and pressure optimization. This reduces manual labor and energy consumption, a critical factor in regions with high utility costs like Northern Europe.
Focus on high-salt tolerance and chemical resistance. Our PP membrane plates are designed to handle the aggressive residues of petrochemical processing and brine treatment.
Stringent purity requirements for filtrates. We provide stainless steel screw presses and food-grade nylon meshes that comply with health regulations.
Robust, heavy-duty systems for large-scale solid-liquid separation. Our durable ceramic membrane plates are optimized for the high-abrasion environments of gold and copper mining.
Global procurement needs have shifted from "waste disposal" to "resource harvesting." Filtration systems are now evaluated on their ability to produce dry cakes suitable for secondary use (e.g., in construction or fertilizer) and high-quality water for industrial recycling.
Changzhou Jovios Equipment Co., Ltd. stands as a beacon of excellence in the global solid-liquid separation industry. Located in the heart of the Changzhou National High-tech Industrial Development Zone, we utilize over 50,000 square meters of state-of-the-art manufacturing space to push the boundaries of filtration technology.
Our annual capacity exceeds 1,000 units, but our focus remains on individual quality. We independently design, develop, and manufacture a comprehensive range of equipment, including:
Our mission is simple: To provide efficient, energy-saving, and environmentally responsible separation solutions that help businesses worldwide reduce costs and achieve sustainable growth.