
As global industries transition toward circular economy models, the role of high-performance filtration has fundamentally shifted. Filtration is no longer merely an end-of-pipe waste management step; it is a critical process for resource recovery, product purification, and cost optimization. Across mining, chemical manufacturing, municipal wastewater treatment, and petroleum processing, engineers now demand systems that minimize fluid waste while recovering valuable solids with extreme dry-cake efficiency.
"In modern industrial ecology, waste is simply a misplaced resource. Advanced solid-liquid separation acts as the key enabler, extracting high-purity filtrate and highly dehydrated cakes for direct reuse, thereby closing the production loop."
Traditional gravity and media filtration systems are rapidly being replaced by high-pressure automated solutions. Modern configurations, such as automatic membrane filter presses, high-capacity chamber plates, and chemically inert ceramic barriers, represent the baseline of competitive industrial plants. These systems enable operations to reduce water withdrawal fees, eliminate secondary storage requirements, and achieve the stringent targets of Zero Liquid Discharge (ZLD) directives.
Procurement directors and lead engineering specialists face substantial obstacles when choosing solid-liquid separation machinery. System downtime is the single largest cost driver in wastewater and sludge treatment operations. Therefore, material choice, long-term durability under corrosive environments, and spare parts availability form the core criteria of procurement evaluation matrices.
Initial capital expenditures (CAPEX) must be balanced against operational expenditures (OPEX). High-durability materials (such as reinforced PP, specialty PA66 fibers, and silicon carbide membranes) dramatically reduce wear and tear, lowering the cost per processed cubic meter over a 10-year asset lifecycle.
Petroleum wastewater, mineral extraction tailing ponds, and pharmaceutical production run under extreme pH swings and high temperatures. Systems must resist highly acidic, alkaline, or organic solvent-rich slurry feeds without structural degradation or loss of filtering efficiency.
Modern industrial operations require continuous data integration. Systems must interface seamlessly with SCADA architectures, deploying automated plate shifting mechanisms, automated washing cycles, and predictive pressure-sensor suites to minimize manual operator handling.
To aid engineers in making optimal process design decisions, the table below highlights standard system categories, their primary operating envelopes, and ideal recovery scenarios:
| Filtration Technology | Optimal Pressure Range | Chemical Compatibility | Primary Target Industry | Recovery Output Efficiency |
|---|---|---|---|---|
| Membrane Filter Presses | Up to 1.6 - 2.5 MPa | Broad (Specialty PP/PTFE) | Mining Tailing & Wastewater Treatment | Maximized (Extremely Dry Cake) |
| Ceramic Plate Membranes | 0.1 - 0.6 MPa | Excellent (Alkali/Acid Resistance) | Drinking Water & Chemical Acids | Ultra-clean Liquid Filtrate |
| Plate & Frame Press Systems | 0.6 - 1.0 MPa | Moderate to High | Petroleum, Medicine & Winemaking | High solid retention, custom setups |
| Hydraulic Compression Press | High-Load (Up to 200T) | Oil & Solvent Resistant | Scrap Recycling & Oil Extraction | Excellent separation under heavy load |
Selecting the right OEM partner dictates the long-term reliability of your processing plant. Below is an expert ranking and technical overview of the top 10 recycling filtration manufacturers worldwide, evaluated by technical capabilities, custom engineering flexibility, and global customer support.
Headquarters: Changzhou National High-tech Industrial Development Zone, Jiangsu Province, China
Core Specialization: Turnkey solid-liquid separation plants, smart membrane filter presses, high-temperature PE/PP filter plates, custom filter media, and engineering services.
Why They Lead: Jovios excels in high-efficiency, energy-saving, and customizable filtration equipment. Operating from a state-of-the-art 50,000+ square meter manufacturing facility with over 30 senior design engineers, they provide fully-integrated solutions from custom chemical-resistant filter plate molding to heavy-duty hydraulic frame construction. Their competitive advantage lies in vertical integration, providing superior E-E-A-T credentials and cost-efficiencies for global projects.
Headquarters: Graz, Austria
Core Specialization: Municipal sludge drying, mining dewatering systems, large-scale industrial filter presses.
Why Them: A legacy global player with deep historical engineering experience. Andritz provides heavy equipment for high-throughput mine tailing applications, though with higher CAPEX costs compared to regional developers.
Headquarters: Helsinki, Finland
Core Specialization: Mineral processing machinery, vertical pressure filters, tailing management.
Why Them: Their filtration division focuses strictly on mining metallurgy. They manufacture large, automatic chamber systems optimized for heavy mineral concentrates.
Headquarters: Lund, Sweden
Core Specialization: Centrifugal separators, decanters, and heat exchangers.
Why Them: Excellent for biological, food processing, and oil-water separation where centrifugal force rather than static pressure plates are required.
Headquarters: New York, USA
Core Specialization: Microfiltration membranes, fluid purification for life sciences and aerospace.
Why Them: Ideal for sub-micron filtration applications and critical sterile liquid processes requiring advanced synthetic polymer structures.
Headquarters: Copenhagen, Denmark
Core Specialization: Cement and mining raw material processing, filter presses.
Why Them: Strong presence in large-scale municipal and mineral recovery installations with dedicated field-service engineering support.
Headquarters: Dublin, Ireland
Core Specialization: Industrial bag filters, pipeline strainers, custom media.
Why Them: Focuses on secondary polishing and fluid line protection, making them a great partner for medium-pressure chemical process lines.
Headquarters: Sonthofen, Germany
Core Specialization: Rotary pressure filters, continuous indexing belt filters.
Why Them: Offers specialized continuous process filter units that operate efficiently in chemical and pharmaceutical plants.
Headquarters: Espoo, Finland
Core Specialization: Heavy-duty industrial filter cloths, filter press upgrades.
Why Them: Widely recognized for high-end replacement fabrics and continuous horizontal belt configurations for mining pulp processing.
Headquarters: Lenzing, Austria
Core Specialization: Backwash filtration systems, polymer recycling filters.
Why Them: Focuses heavily on viscose and fiber processing wastewater lines, providing specialized automatic backwashing designs.
Changzhou Jovios Equipment Co., Ltd. is a professional manufacturer and solution provider specializing in solid-liquid separation and environmental protection equipment. Located in Changzhou National High-tech Industrial Development Zone, Jiangsu Province, China, the company operates a modern manufacturing base covering more than 50,000 square meters, equipped with advanced production facilities and a comprehensive quality inspection center.
Jovios independently designs, develops, and manufactures a complete range of filtration and separation equipment, including plate and frame filter presses, membrane filter presses, automatic filter presses, intelligent filtration systems, as well as high-performance filter plates and filter cloths. With an annual production capacity exceeding 1,000 units, our products are widely applied in municipal wastewater treatment, chemical processing, petroleum, mining, metallurgy, pharmaceuticals, food and beverage production, paper manufacturing, textile dyeing, ceramics, building materials, and many other industries.
Our experienced research and development team consists of more than 30 senior engineers and technical specialists. Through close cooperation with universities, research institutes, and industry partners, we continuously integrate innovative technologies into product development, ensuring reliable performance, higher efficiency, and sustainable operation.
"At Jovios, we are dedicated to delivering efficient, energy-saving, and environmentally responsible separation solutions for industrial customers worldwide. Through continuous innovation and customer-focused engineering, we help businesses improve productivity, reduce operating costs, and achieve sustainable growth."
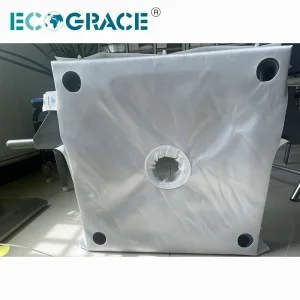
Precision manufacturing is essential to guarantee that filter plates withstand continuous 200-ton hydraulic pressures and extreme chemical environments. Below is an inside look at the Jovios 50,000+ sqm manufacturing facility and our quality-controlled production workflow:












The next decade of recycling filtration is defined by digitalization and extreme environments. Jovios is actively developing intelligent sensors that can monitor the moisture content of the filter cake in real-time. By tracking electric conductivity and cake resistance, these IoT systems automatically adjust hydraulic squeezing pressure cycles to optimize energy usage.
All machinery produced by Jovios adheres strictly to global standards. Our equipment is certified to ISO 9001:2015, CE directives, and ATEX standards (for volatile petrochemical environments). These certifications ensure that plant operators can seamlessly integrate Jovios components into complex process streams without violating safety or local environmental laws.